Detección de defectoscon visión artificial en líneas de fabricación
Un defecto que no se detecta en línea tiene un coste que va mucho más allá de la pieza defectuosa. Si llega al cliente, genera una reclamación, una devolución y un impacto en la relación comercial que es difícil de cuantificar. Si se detecta después de la producción, obliga a revisar lotes completos, paralizar expediciones y dedicar recursos a investigar qué ocurrió y en qué punto.
En muchas industrias, este coste es uno de los más significativos de la operativa y, al mismo tiempo, uno de los más difíciles de reducir con los sistemas tradicionales de inspección.
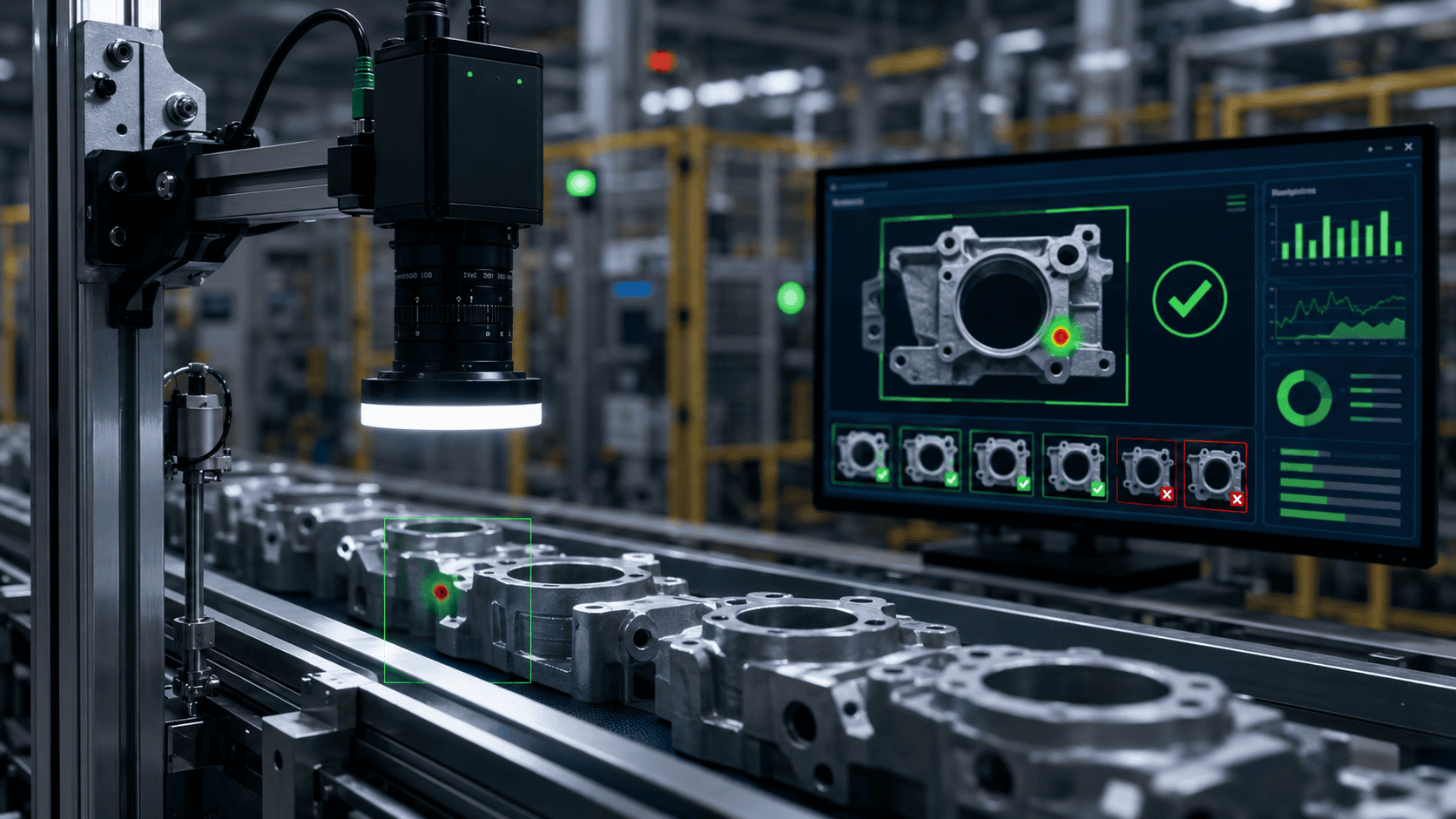
La detección de defectos con visión artificial — defect detection computer vision en su denominación en inglés — cambia esa ecuación. Permite detectar el defecto en el momento en que se produce, en la propia línea, antes de que la pieza avance en el proceso o salga de la instalación.
Por qué los métodos tradicionales tienen un techo
Los sistemas de control de calidad más extendidos en la industria — inspección visual manual, muestreo estadístico, control por coordenadas fuera de línea — tienen un denominador común: no cubren el 100% de la producción en tiempo real.
La inspección manual tiene limitaciones de velocidad, consistencia y fatiga. El muestreo estadístico asume que un porcentaje de defectos llegará al cliente. El control fuera de línea detecta el problema cuando ya se han fabricado cientos o miles de piezas con el mismo defecto.
En sectores con tolerancias estrictas, normativas de trazabilidad exigentes o consecuencias graves derivadas de un defecto no detectado — automoción, aeronáutica, dispositivos médicos, alimentaria — este modelo tiene un techo que los sistemas tradicionales no pueden superar.
Cómo la visión artificial detecta defectos: modelos y técnicas
Los sistemas de detección de defectos basados en visión artificial utilizan distintas técnicas según el tipo de defecto, la velocidad de la línea y el nivel de precisión requerido:
- Modelos de clasificación: determinan si una pieza es conforme o no conforme en función de patrones aprendidos durante el entrenamiento. Son rápidos y muy efectivos cuando el tipo de defecto está bien definido.
- Modelos de detección y localización: identifican y ubican el defecto dentro de la imagen. Permiten saber no solo que hay un defecto, sino dónde está y qué tipo es.
- Modelos de segmentación: delimitan con precisión el área afectada por el defecto. Útiles cuando la gravedad del defecto depende de su extensión o posición.
- Visión clásica combinada con IA: en algunos procesos, los algoritmos de visión clásica — análisis de bordes, transformadas de Fourier, comparación de patrones — se combinan con modelos de IA para mejorar la precisión en condiciones específicas.
La elección del modelo depende del tipo de defecto, el volumen de datos de entrenamiento disponible y los requisitos de velocidad del sistema.
Tipos de defectos detectables
La capacidad de detección varía en función de cómo esté entrenado el sistema. En términos generales, los sistemas de visión artificial pueden detectar:
- Defectos superficiales: rayaduras, grietas, manchas, corrosión, irregularidades en acabado, variaciones de color o textura.
- Defectos dimensionales: piezas fuera de tolerancia, deformaciones, agujeros incorrectos o variaciones de geometría detectables visualmente.
- Defectos de ensamblaje: componentes ausentes, mal posicionados o incorrectos, tornillos sin apretar, conectores no acoplados.
- Defectos de empaquetado y etiquetado: envases dañados, etiquetas incorrectas, ausentes o mal posicionadas, llenado incorrecto, cierres defectuosos.
Impacto en el negocio: reducción de rechazos, trazabilidad y ahorro de costes
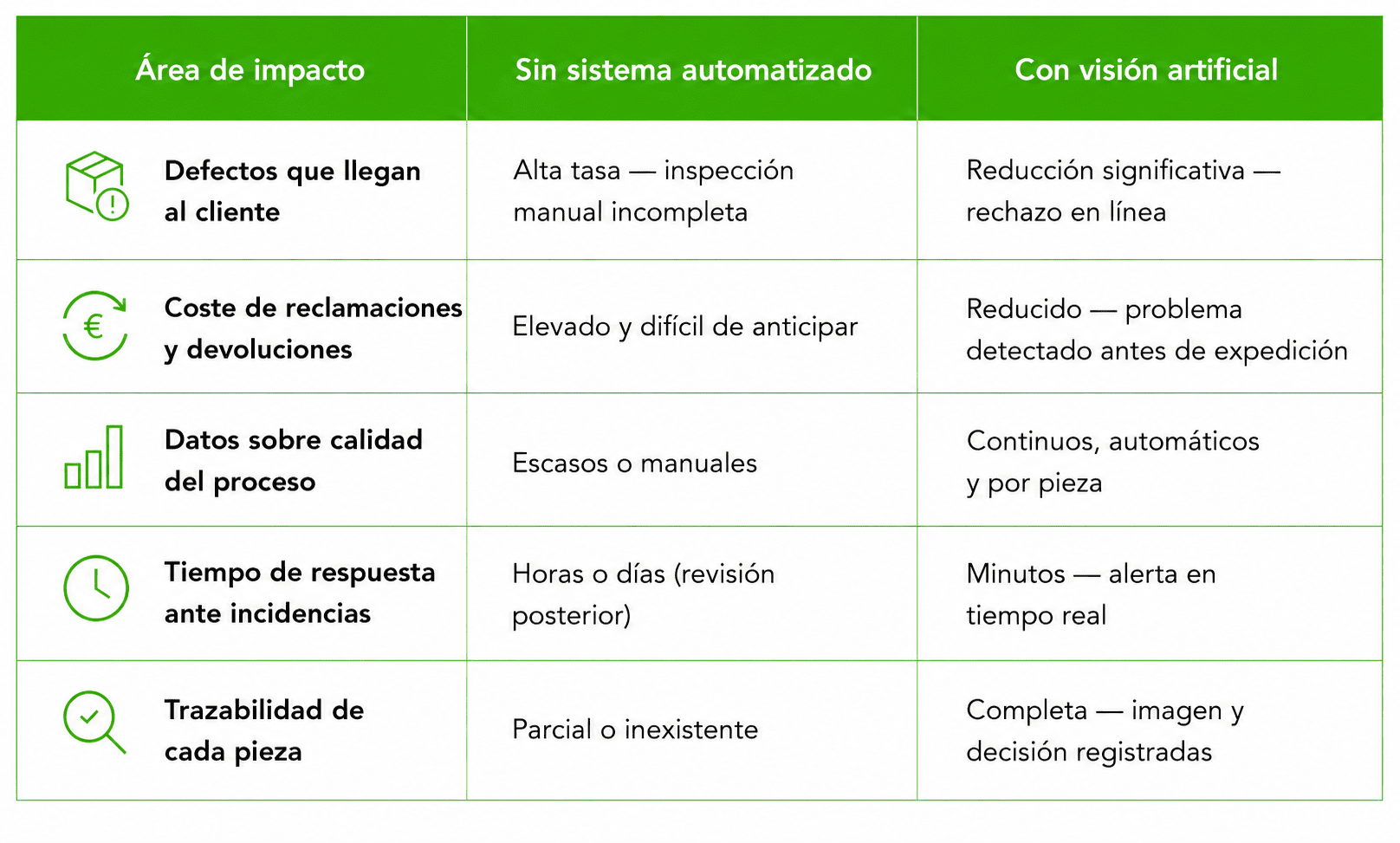
El impacto de implantar un sistema de detección de defectos basado en visión artificial no se limita a la reducción de piezas defectuosas. Tiene efectos en múltiples dimensiones de la operativa:
Integración con sistemas MES y ERP
El valor de un sistema de detección de defectos se multiplica cuando se integra con los sistemas de gestión de la planta. La visión artificial no solo detecta: genera datos que pueden alimentar el MES, el ERP o el sistema de control de calidad.
Esto permite:
- Correlacionar defectos con parámetros de proceso: temperatura, velocidad, turno, operario, lote de materia prima. Identificar la causa raíz se convierte en un análisis de datos, no en una investigación manual.
- Actualizar el estado de calidad en tiempo real: el sistema de gestión sabe en todo momento cuántas piezas conformes y no conformes hay en la línea, sin esperar al final del turno.
- Automatizar la trazabilidad: cada pieza queda registrada con su imagen, resultado de inspección y datos de proceso. Sin intervención manual.
- Activar alertas sobre el proceso: si la tasa de defectos supera un umbral definido, el sistema notifica al responsable de producción para que actúe sobre la causa antes de que el problema escale.
El enfoque de Ironsys: modelos entrenados para cada proceso
No existe un modelo de detección de defectos universal. Un sistema entrenado para detectar grietas en piezas metálicas no es adecuado para verificar el etiquetado en una línea de envasado. Cada proceso tiene su tipología de defecto, sus condiciones de iluminación y su nivel de tolerancia.
En Ironsys desarrollamos sistemas de detección de defectos adaptados a cada proceso: seleccionamos el hardware adecuado, diseñamos la óptica y la iluminación, entrenamos los modelos con imágenes reales del producto del cliente y validamos el sistema con datos de producción antes del despliegue definitivo.
El objetivo es un sistema que detecta lo que importa con la sensibilidad adecuada — sin generar falsas alarmas que interrumpan la producción — y que se integra de forma transparente con los sistemas de gestión existentes.